Beispiel für thermoelektrische Materialien durch mechanisches Legieren
Silizium und Germanium sind grundlegende Halbleitermaterialien, die die Entwicklung elektronischer Geräte, einschließlich photovoltaischer Zellen und Transistoren, revolutioniert haben. Durch Variation der Anteile von Si und Ge können die Eigenschaften dieser Legierungen verändert werden, was sich auf die atomare Größe, die Massenunterschiede und die Bandlücken auswirkt.
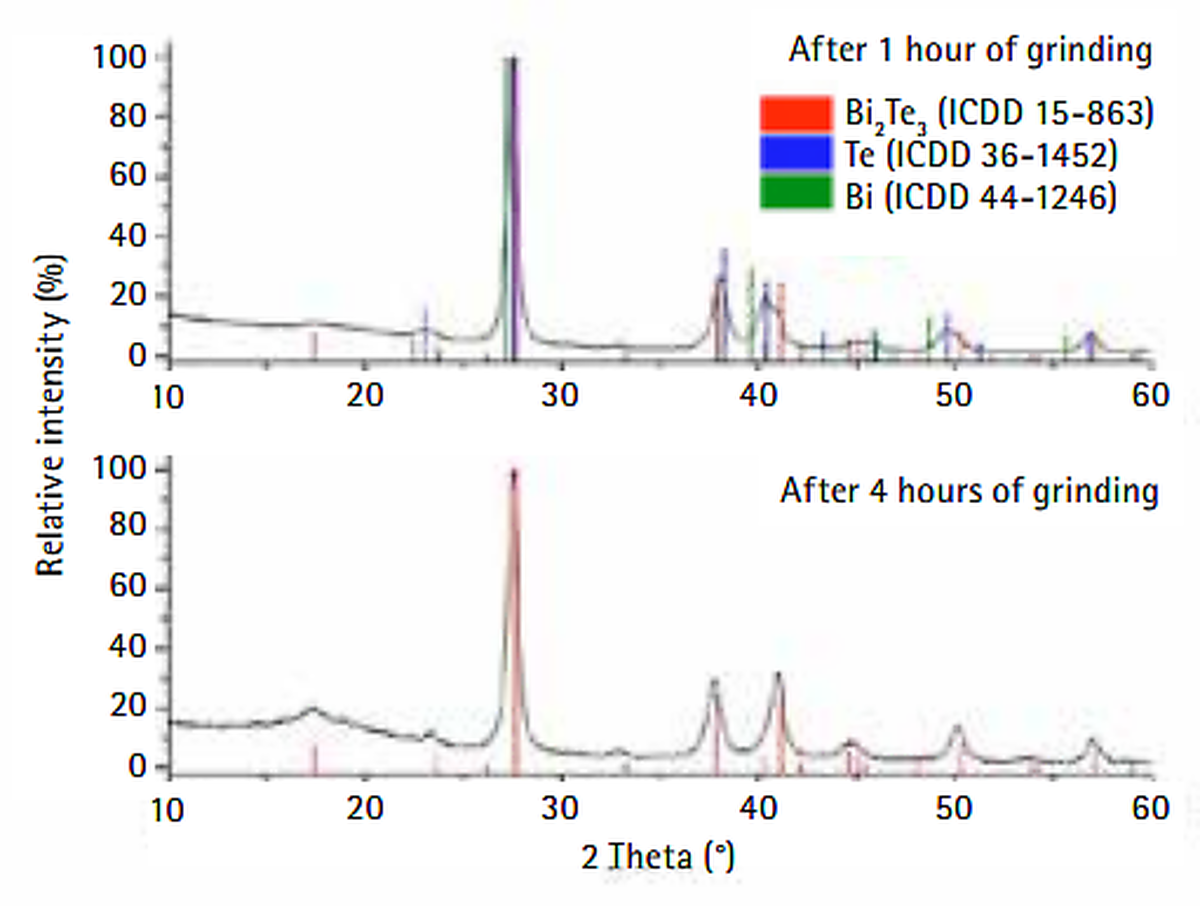
Thermoelektrische Legierungen aus Si und Ge werden bei Weltraummissionen in radioisotopischen Thermogeneratoren zur Versorgung von Raumsonden und Instrumenten eingesetzt. Für kommerzielle thermoelektrische Anwendungen sind Materialien auf der Basis von Bismuttellurid (Bi2Te3) aufgrund ihrer überlegenen Umwandlungseffizienz von größter Bedeutung. Bismuttellurid-Peltierelemente werden in Kühlsystemen eingesetzt. Bisher wurden für das mechanische Legieren von Si und Ge Planetenkugelmühlen eingesetzt, die jedoch mit einigen Problemen zu kämpfen hatten. Die neue Hochleistungskugelmühle Emax löst diese Probleme, indem sie das Anbacken des Materials bei hohen Drehzahlen verhindert, wodurch lange Pausen entfallen und die Gesamtbearbeitungszeit verkürzt wird. Die Technologie der Emax ermöglicht eine effiziente und schnellere Verarbeitung.
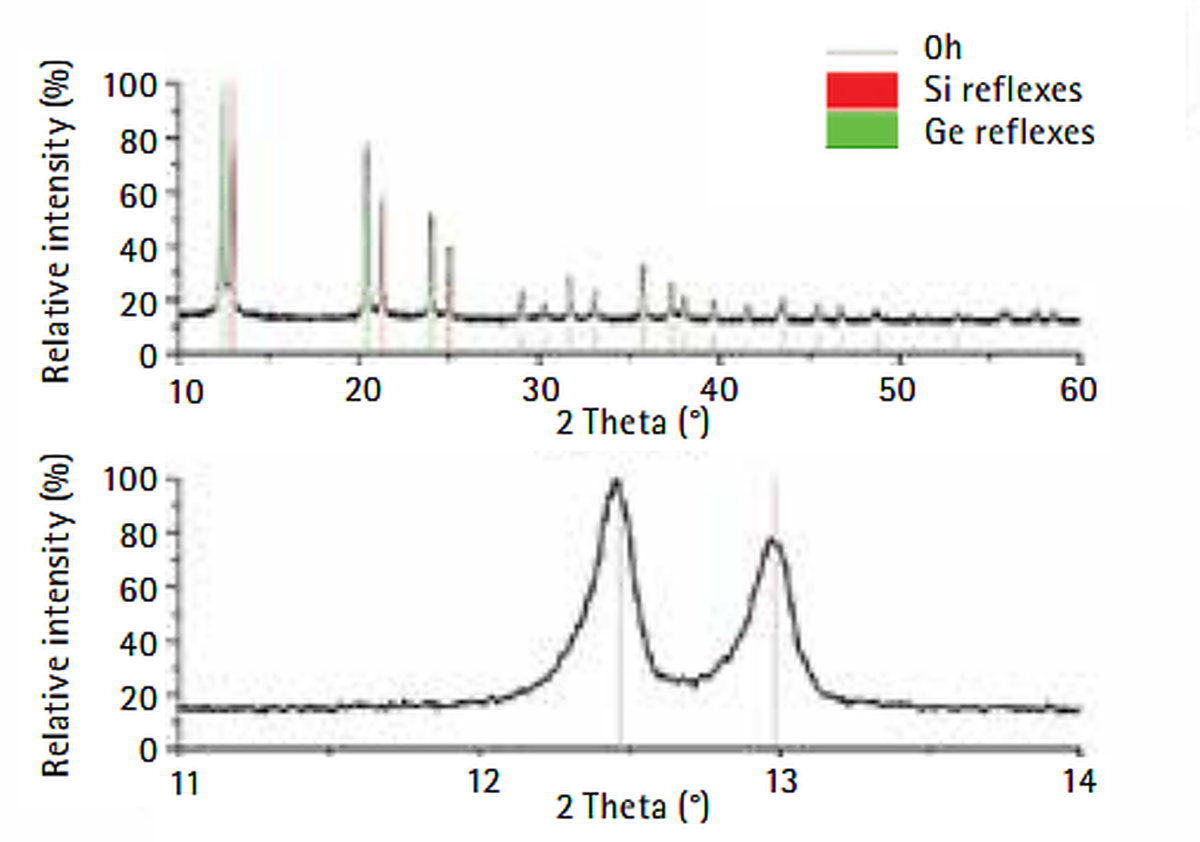
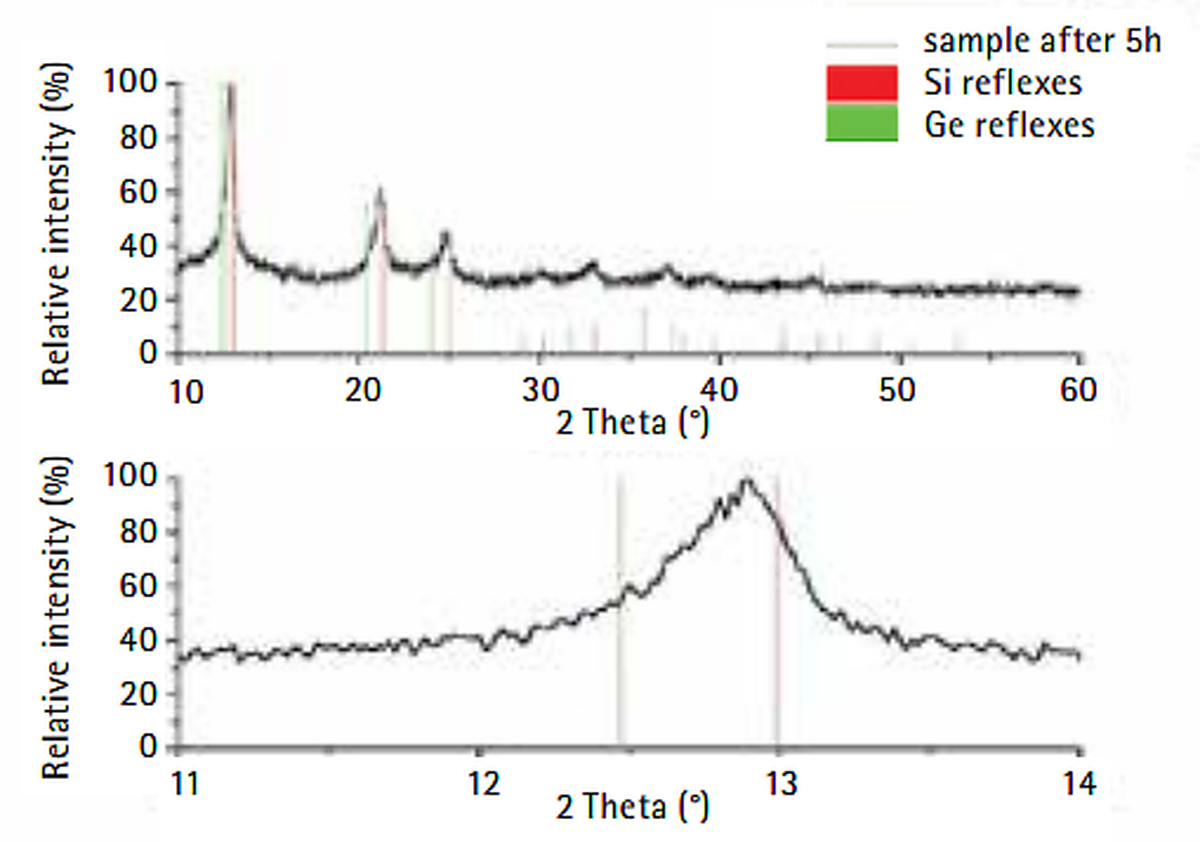
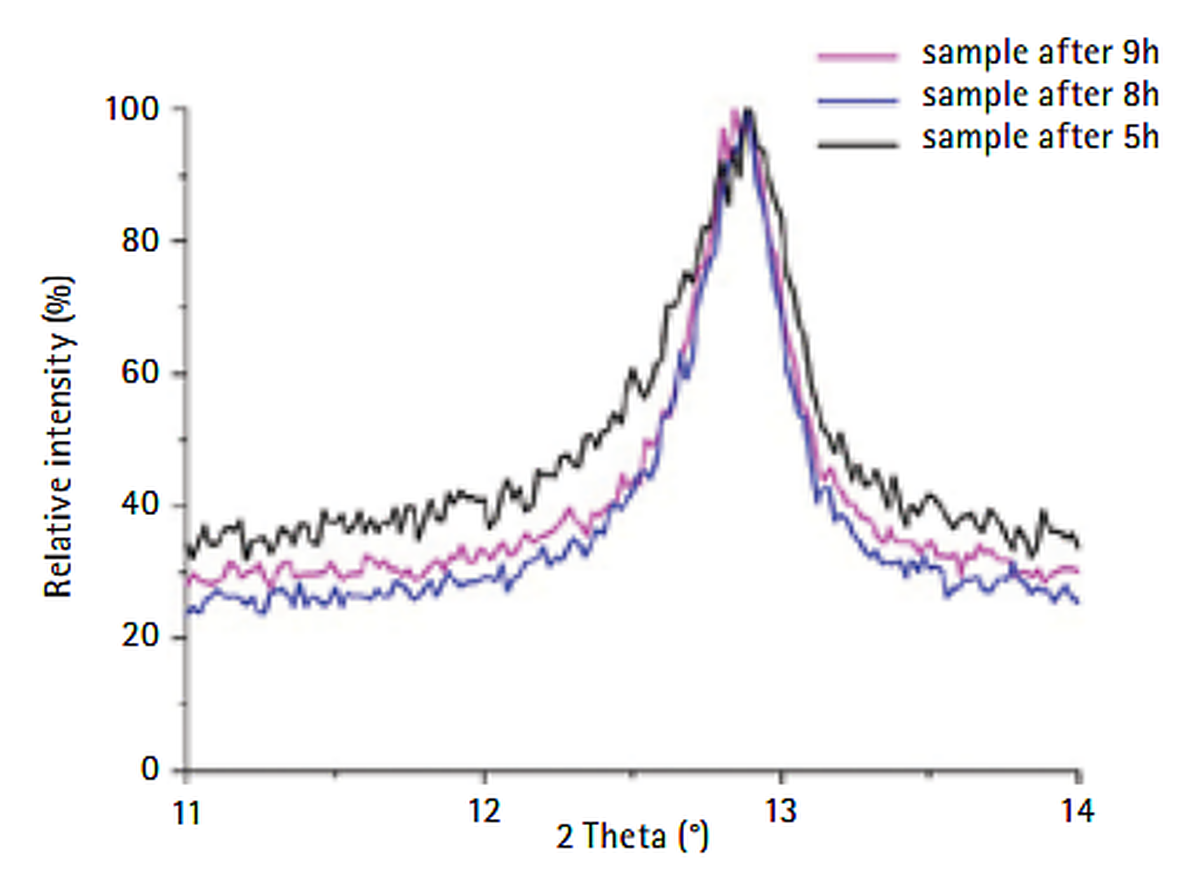
3,63 g Si und 2,36 g Ge wurden in einem 50-ml-Mahlbecher aus Wolframkarbid mit acht 10-mm-Mahlkugeln in einem Verhältnis von 1:10 gemischt. Zu Beginn hatten Si und Ge eine Partikelgröße von 1-25 mm bzw. 4 mm. Nach einer 20-minütigen Mahlung bei 2.000 U/min wurden beide ohne Anbackungen pulverisiert. Das mechanische Legieren dauerte neun Stunden bei 1.200 Umdrehungen pro Minute, mit einstündigen Schleifintervallen, gefolgt von einminütigen Pausen zur Rotationsumkehr, um Anbackungen zu vermeiden. Bei der Röntgenbeugung (XRD) wurde das Ausgangsmaterial gemessen. Dabei zeigten sich deutliche Linienmuster von Si und Ge, die mit der Zeit verblassten. Während des gesamten Prozesses blieben die Legierungsbestandteile pulverförmig, und die Emax-Temperatur blieb unter 30 °C. Nach neun Stunden waren die Pulver immer noch kristallin und enthielten wenig bis kein amorphes Material.

-Pulverteilchens nach 5 Stunden")
 Aufnahme eines mechanisch legierten FeTaCu-Pulvers nach 20 h (Sicht von oben)")